Contact Us
Reach out to discuss your project with one of our Micro Molding Experts.

Today’s Micro Molding Challenges, Part 2 pushes forward the discussion on best practices for micro molding. It is well known that micro mold and micromachining are key to the realization of micro molded components and micro automated assemblies. Both capabilities require tooling and fixtures manufactured to extreme precision and positional accuracy in order to produce micro core pins, micro cavity geometry, and microfluidic surfaces.
In Part 1: Tooling—the enabler, published in the February issue of CMM, we address the risk-mitigating criteria in micro mold design, focusing on runner style and gate style. This second installment details other such criteria in relation to gate diameter, parting lines, ejection, and cooling.
Figure 1 shows gate diameters of 0.15–0.33mm (150–330 μm), and figure 2 shows a pin gate and edge gate.

Whenever possible, and when wall thicknesses allow, a pin or tunnel (sub-gate) is selected so that the part does not require a secondary operation to remove it from the gate. This is because additional handling increases the risk of unwanted particulate and damage.
Selection of the proper gate size in micromolding is similar to conventional molding; the gate diameter is typically 70 percent of the wall thickness and the location of the gate is still required on the thickest section of the part. For example, a micro molded part with a wall thickness of 0.1 mm (100 μm) may be able to have a 0.15 mm (150 μm) diameter gate without the gate pulling the material and leaving a void.
”Not all polymer materials can be subjected to larger gates without their creating void damage, so testing this ahead of building a mold is good practice.”
This unorthodox increase in gate diameter may be the difference between being 99 and 100 percent full. Not all polymer materials can be subjected to larger gates without their creating void damage, so testing this ahead of building a mold is good practice.
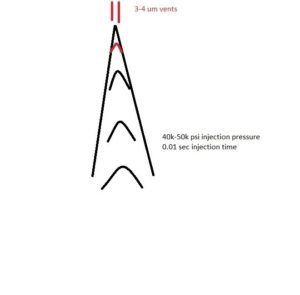
Injecting polymers through these tiny gate diameters demands significantly higher injection pressures than seen in conventional molding; 40,000–50,000psi of injection pressure at 0.01 seconds of fill time are commonplace. As a result of the polymer being subjected to this high injection pressure and speed, gas builds up in the mold cavity and requires very precise mold vents.
As can be seen in figures 3 and 4, the sharp point of the 0.16 mm (160 μm) tall microneedles represents the bottom of the mold cavity and is the last place to fill. In the absence of proper venting, the polymer gas is trapped and collects at the end of the fill, resulting in rounded microneedles.

This rounding effect would render the microneedles useless because they would not be sharp enough to pierce the skin and could cause the patient pain. On the other hand, vents that are too large have excessive flash. It is therefore necessary to create extremely accurate vents between 0.003 and 0.005 mm (3–5 μm) to achieve a balance of crisp and sharp features without excessive flash.
The locations of parting lines are selected based on a balance of part design and micromold design simplicity. Figure 5 shows a pupil expander that required a very tight parting line. This device holds the very delicate tissue of the eye open to expose the pupil for a surgeon; if the parting line shut-off has too much of a gap between the mating halves (>0.005 mm (>5 μm)), it could tear the tissue.

Parting line precision is often one of the most critical features of the mold, and the machining method needs to be evaluated during the design phase to ensure that the proper fits can be achieved. For example, if a parting line requires sinker electrical discharge machining (EDM) instead of grinding due to geometry constraints, this needs to be reviewed by the manufacturing team to ensure that the required accuracy is achievable given the specifications and chosen plastic material for the molded part.
Regardless of the parting line machining method (machining, grounding, wire EDM or sinker EDM), specialized micromachining equipment is required in order to create shut-offs that can withstand extremely high injection pressures and not flash. If the machining process cannot hold micron-level accuracy, the risk of molding a defective product increases significantly. This is especially true with resins that flash easily.
Parting line maintenance is much more important in micromolding than it is in conventional molding. Bearing in mind that flash can often occur if there are gaps in the tool steel of >0.005 mm (>5 μm), even microscopic gate residue left by the de-gating process can result in flash or other part defects over time. There are critical-use medical device products where microscopic defects of this type, although not visible to the naked eye, are not allowed. For this reason, it is necessary to document and implement a very stringent maintenance regime that covers cleaning, inspection and proper care of the parting line as well as pulling the mold for cleaning more frequently than is required in conventional molding.
The ejection of microparts is more complex than conventional-sized parts due to the size of the surfaces available to eject on. Ejector pins and blades as small as 0.2 mm (200 μm) are common and, similar to vents and parting lines, require a 0.001–0.002 mm (1–2 μm) fit clearance to avoid flash. Also, due to the fragility of many microparts, it is not uncommon to implement insert/core floats to retract steel, which alleviates the force required for small ejector pins to eject without breaking and/or deforming the part. Surface finish of the mold cavities and cores can be rough or highly polished, depending on the polymer being molded. This marriage of surface area and ejection force is designed in the mold to prevent part warpage on ejection.
It is important that the part is ejected directly from the mold into a very precise robot end-of-arm tool (EOAT). This allows the datum structure of the parts to remain intact for any additional automated assembly integrated directly at the micromolding machine. If the parts are packaged in bulk, the datum structure must be re-established again later on. Having ejection-to-automation at the molding machine keeps parts in the least number of setups, thus reducing handling, particulate, the possibility of datum structure errors, and the risk of damage during shipment.
As in conventional molding, temperature control can be critical in micromolding. Although the techniques are the same, the ability to achieve temperature control, whether applying cooling or heating close to the molded part, can increase today’s micro molding challenges. For example, it is commonplace to have direct water cooling in a 4 mm diameter core, but it is significantly more difficult in a 1 mm diameter core. As with other aspects of the micromold building process, cooling circuits require micromachining techniques, including micro EDM drilling and/or high-speed micro CNC machining.
When heating is required close to the cavity steel, cal-rod heaters as small as 2 mm in diameter are implemented to provide concentrated heat where needed. One cannot assume that if the mold component (core pin or cavity geometry) is too small to accommodate conventional cooling circuits, that the molding process will be okay without them. There is an inaccurate assumption that because the shot-sizes are so small, the heat input is also very small, making it negligible to the process. However, because the mass of individual tool sub-inserts is also relatively small, they can heat up very quickly. In addition, due to clearance being present between these sub-inserts and the larger cooled tool steel inserts that they are retained in, heat is not efficiently dissipated. This can cause part deformation, size issues, and sticking in either side of the mold.
It is a misconception in the molding industry that micromolding is the same as conventional molding, just on a micro scale. However, as shown in figures 6–8, micro molding is very different in terms of precision, tolerances and processing. The barrier to entry for truly micro-sized polymer components is in the mold itself.
”Only 30 percent of conventional molders have in-house mold making, and in contrast, 100 percent of micro molders have in-house mold making.”
Regardless of the challenge to tight (single micron) tolerances, the micromold must be built to 20 percent of tolerance to allow the remaining 80 percent of tolerance to be distributed across gauge R&R, material lot-to-lot variation, and material drying and micromolding processes. All of these inputs must contribute to a process that is capable of 1.33 Cpk or higher. Figure 6 shows a histogram of a micro molded part with 0.008 mm (8 μm) tolerance. In order to achieve 1.33 Cpk, each input must be risk mitigated to produce nearly 0.001 (1 μm) of variation for the total to add up to 0.008 mm (8 μm). Literally seeking out single microns in each area is extreme but statistically necessary for a successful micromolding project.

Figure 7 shows the importance of tooling and precision in micromolding relative to conventional molding. Only 30 percent of conventional molders have in-house mold making, and in contrast, 100 percent of micromolders have in-house mold making. Having micromold building inhouse is paramount to micron-level tolerance plastic parts, because the design datums, communications relating to the customer’s requirements, and inspection datums are all included in the design history record. With tooling as the enabling technology, a large gap would exist if this was outsourced to a third party and the highest risk to the device could not otherwise be mitigated.

Figure 8 shows the trifecta value proposition of micro molding, which encompasses high complexity, extreme precision, and micro features. The perfect, or bulls-eye, fit for this value proposition are microfluidic devices and micro automated assemblies, as these are larger in size (1–2 cm) but still require single micron features. Both the building of the micro mold and inspection of these micron features require a micromolder as this is where the risk is highest.
Risk mitigation has developed significantly in recent years and although medical and drug delivery device OEMs have spent many years reducing their supply chains, they find themselves adding micro molding and micro automation suppliers as niche suppliers. The tooling barrier to entry risks highlighted in figure 7 is too high to ignore, and the ability to measure fractions of a micron is necessary to build and validate micro molded components and micro automated assemblies. Outsourcing the tooling or the inspection methods creates technology gaps and corresponding risks in design history files of medical and drug delivery device OEMs.
Micro mold tooling is one of the highest risk enabling technologies in micro molding and micro automation. After all, the tiny core pins, surface finish, ejection, parting lines, and gate design all contribute to a successful medical or drug delivery device. You can learn more about Isometric Micro Molding’s tooling solutions for today’s micro molding challenges by visiting https://isomicro.com/micro-tooling.
Citation: Bibber D, “How to approach today’s micro molding challenges Part 2: Tooling—the enabler”.
Commercial Micro Manufacturing International magazine, Volume 12, Issue 3 (July 2019), pp 32-36.
Read more here: How to approach today’s micromoulding challenges Part 2: Tooling—the enabler – CMM Magazine
